Zváranie trením je zváracia technógia, ktorá spája materiál bez natavenia spájaných materiálov a tým nedochádza k negatívam spojeným s procesom tuhnutia vo zvarovom kove ,akými sú vnesnie vmestkov, inherentné chyby pri tuhnutí -stiahnutiny, pórovitosť, naplynenie, segregácia prvkov, difúzne procesy vedúce k degradácii mikroštruktúrnych zložiek atď. Technológia FSW bola vyvinutá na základne požiadaviek leteckého priemyslu pre zváranie hliníkových zliatin, práve z dôvodu zložitých podmienok zvárania všetkých typov hliníkových zliatin.
Základný proces FSW je jednoduchý, čo dokumentuje aj obrázok č.1. Rotačný zvárací nástroj s vhodne navrhnutým pinom je vtlačený do priložených koncov zvarencov a pri vhodných otáčkach zvárania je vedený pozdĺžne k línii zvaru. Rotačný člen ohrieva trením zváranýmateriál a vytvára zvar miešaním materiálu plastickou deformáciou. V mieste pohybu pinu a čela zváracieho nástroja dochádza k lokálnemu ohrievanu materiálu a tým k jeho mäknutiu.Plastickou deformáciou je materiál prenášaný z nábehovej strany pinu ku zadnej strany pinu. Tento opis je iba zjednodušený, pre predstavu akým spôsobom dochádaza k premiešaniu materiálu vo zvare. V mieste interakcie pinu z materiálom sa nachádzajúoblasti s rôznou napätosťou a rôznym charakterom deformácie.
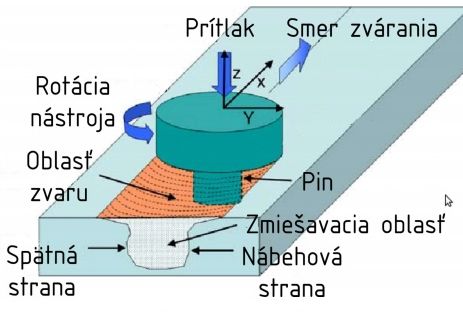
Obrázok č.1 Schématické znázornenie procesu FSW [1]
Vďaka intenzívnej plastickej deformácii a zvýšeným teplotám sa dá zabezpečiť aby sa výsledná mikroštruktúra zváraného materiálu v oblasti zvaru vyznačovala jemnými rovnoosými rekryštalizovanými zrnami. Takáto jemná mikroštruktúra zabezpečuje dobrémechanické vlastnosti. Mikroštrukúra je však závislá od teplotného a deformačného poľa v mieste zvárania a okolitého materiálu. Je nutné očakávať, že mikroštruktúra nebude v celom zvare homogénna,že sa bude vyznačovať rozdielnymi mikroštruktúrnymi oblastami. Tieto oblasti sa dajú rozdeliť na (obrázok č.2):
Zmiešavaciu oblasť‘ (I.)- oblasť materiálu kde dochádza k intenzívnej plastickej deformácii a najvačšiemu ohrevu. Jedná sa o oblasť kde dochádza ku dynamickej rekryštalizácii. Vyznačuje sa zníženou dislokačnou hustotou.
Tepelne a deformačne ovplyvnenú oblasť‘ (termomechanicky ovplyvnená oblast)(II.)-oblasť materiálu v ktorej nedochádza k tak intenzívnej plastickej deformácii, jedná sa najmäa o tlakové a tahové napätia ktoré ovplyvňujú vývoj mikroštruktúry. Keďže táto oblasť sa nachádza blízko najväčšieho vzniku tepla, dá sa očakávať že v danej oblasti bude dochádzaťk rozpúšťaniu a (alebo) k hrubnutiu precipitátov. V tejto oblasti nedochádza k dynamickej rekryštalizácii z dôvodu nedostatočnéj deformácie.
Tepelne ovplyvnenú oblasť (III.) – oblasť materiálu v ktorej dochádza k tepelnému ovplyvneniu materiálu prestupom tepla zo zváranej oblasti. V tejto oblasti už dochádza iba k deformáciám na základe rozdielnych rozťažností jednotlivých mikroštruktúrnych zložiek. Deformačne však už do tejto oblasti proces FSW nezasahuje. Tepelné namáhanie je cyklického charakteru a teplotné intervaly sú v oblasti precipitačných teplôt. V tejto oblasti dochádza k hrubnutiu precipititačnej štruktúry.
Základný materiál (IV.)- oblasť materiálu v ktorej nedochádza ku zmene mikroštruktúry
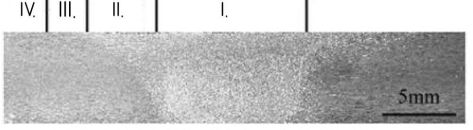
Obrázok č.2 Mikroštruktúrne oblasti po procese FSW [2]
FSW je kompexný tepelne deformačný proces, ktorý vplýva na vývoj mikroštruktúry superpozíciou všetkých nám známych dejov, čím tvorí veľmi zaujímavý systém pre pozorovanie a skúmanie deformačných procesov a ich vplyvu na mikroštruktúru materiálu.
Jednou z výhod FSW metódy je to, že pre zvarenie dvoch materiálov nie je nutné použiťprídavný materiál a tak sa vyhnúť problémom vyplývajúcim z rozdielneho chemickým zloženia zváraného materiálu a prídavku. Táto ,prostrediu prívetivá“ technológia nepotrebuje ani prídavné ochranné zváracie soli a plyny.V prípade hybridov tejto technológie sú však používané ochranné atmosféry.
Metóda sa používa najmä na zváranie hliníkových plechov, bez väčších obmien v technológii je možné použiť FSW na zváranie iných materiálov. FSW metódou je možné zvárať aj rozdielne materiály.
Použitá literatúra:
[1]R.S. Mishraa, Z.Y. Ma: Friction stir welding and processing,Materials Science and Engineering R 50(2005)1-78
[2]fsrl.byu.edu